Avec le développement rapide de l'industrie des machines, les presses hydrauliques en tant qu'équipement de forge évoluent constamment vers des directions à grande échelle, automatisées, précises et intelligentes, et doivent en même temps répondre aux exigences d'une économie à faible émission de carbone et du développement de la protection de l'environnement vert préconisé. par l'État. Lorsque la tôle est poinçonnée, en raison de la réduction ou de la disparition soudaine de la résistance à la déformation du matériau, un phénomène de perte de charge se produit, ce qui soumet souvent le corps de la presse hydraulique à des vibrations de choc extrêmes, accompagnées d'un bruit intense. La poutre est cassée et les fondations sont endommagées. Une pollution sonore grave peut également nuire gravement à la santé des travailleurs. Contrôler les vibrations nocives et réduire le bruit est devenu un problème urgent à résoudre.
Le principe de l'amortisseur de poinçonnage
Le
presse hydraulique se déplace vers le bas à travers le curseur pour entraîner le moule de formage fixé dessus afin de fermer le moule rapidement, de sorte que la tôle soit déformée de manière permanente pour obtenir la pièce formée finale. Le principe principal de la vibration et de l'impact de la machine hydraulique pendant le découpage est qu'au moment où la plaque se cisaille et se brise, la haute pression du cylindre principal de l'actionneur de la machine hydraulique disparaît soudainement et l'énergie de compression du liquide dans le cylindre et la déformation élastique du fuselage peut être libérée soudainement. Ce processus provoquait de fortes secousses de la machine hydraulique et des vibrations de la tuyauterie, rendant l'ensemble de l'équipement très bruyant. Les amortisseurs courants sont divisés en amortisseurs mécaniques et amortisseurs hydrauliques. Parmi eux, l'amortisseur utilisant l'absorption d'énergie du ressort et le dispositif d'absorption d'énergie de l'amortisseur en caoutchouc appartiennent à l'amortisseur mécanique, et l'amortisseur à absorption d'énergie hydraulique appartient à l'amortisseur hydraulique. À l’heure actuelle, la méthode de contre-pression est principalement utilisée pour réduire le bruit dans les presses hydrauliques. Le principe de base est que lorsque la plaque se brise, une force inverse est fournie par le vérin hydraulique inverse pour agir sur le curseur, au lieu que la plaque agisse sur le curseur de la machine hydraulique pendant le poinçonnage. La charge de la machine hydraulique permet à la machine hydraulique de passer en douceur de la charge du processus de poinçonnage à la charge du vérin hydraulique inverse, de sorte que l'énergie hydraulique accumulée dans le vérin hydraulique principal et la déformation élastique du fuselage puissent être contrôlées et libérées. , garantissant qu'il n'y a pas de perte soudaine de la machine hydraulique pendant le travail. Le phénomène de charge élimine les chocs et vibrations qui en résultent.
Calcul des paramètres de l'amortisseur
La hauteur de la presse hydraulique de 2 000 t est de 500 ~ 2 200 mm et la taille de la table de travail est de 4 000 mm × 1 900 mm. Parmi les principales matrices de poinçonnage, la taille de la matrice de découpage des piliers latéraux est de 3 200 mm × 1 170 mm × 820 mm, la taille de la matrice de découpage des grandes poutres est de 3 850 mm × 860 mm × 705 mm et la force de poinçonnage requise est d'environ 11 000 kN. Afin de garantir que l'utilisation du moule de découpage ne soit pas gênée après l'installation de l'amortisseur, quatre cylindres d'amortisseur sont installés sur les côtés gauche et droit de la base de la machine hydraulique, et la force nominale de chaque amortisseur le cylindre est de 2500kN. Selon la taille de la table de presse hydraulique et la largeur du moule, la taille maximale du diamètre extérieur du cylindre amortisseur est de 520 mm. En combinaison avec le montant de réglage et l'épaisseur de paroi du cylindre amortisseur lorsque le moule est installé, le diamètre intérieur du cylindre amortisseur ne doit pas être supérieur à 360 mm.
Calculée avec un diamètre intérieur de 360 mm, la zone de pression du cylindre amortisseur est de 0,102 mètres carrés. Selon la formule de pression, la pression du cylindre amortisseur peut atteindre 24,5 MPa. Utilisez des joints importés pour sceller afin d’éviter les fuites hydrauliques. Selon la hauteur du moule, la hauteur minimale du cylindre d'amortisseur est de 700 mm, la course de l'amortisseur est de 50 mm, la hauteur totale réglable est de 400 mm, la hauteur de réglage fin est de 50 mm et la plage de réglage totale de la pression de l'amortisseur est de 4 000 kN ~ 10 000 kN.
Structure du cylindre amortisseur
Le cylindre amortisseur est composé d'un corps de cylindre, d'une tige de piston, d'un ressort papillon, d'une plaque support, d'une vis de réglage, d'un bloc coussin, d'un coussin fixe supérieur, d'un réservoir d'huile, etc. La structure est représentée sur la figure 1 , et l'objet réel est illustré à la figure 2.
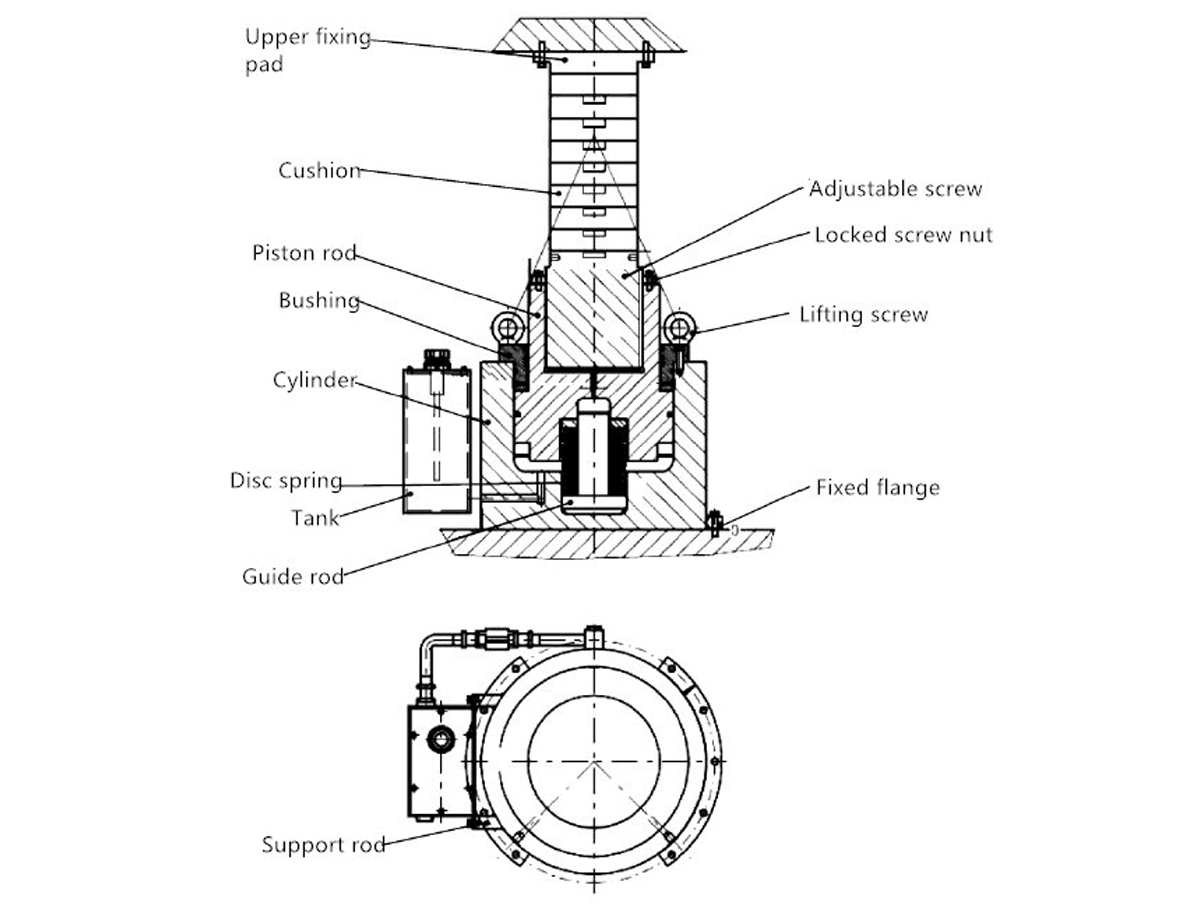
Figure 1 structure du cylindre d'amortisseur

Figure 2 cylindre amortisseur
Chaque vérin amortisseur est équipé d'un réservoir d'huile hydraulique indépendant. L'huile hydraulique circule d'avant en arrière dans la canalisation hydraulique sans entraînement électrique, ce qui peut réduire la consommation d'énergie et le taux de défaillance. Afin de ne pas gêner l'utilisation d'autres moules, le cylindre amortisseur est relié à la table de travail de la presse hydraulique avec des boulons, ce qui présente une grande flexibilité et une installation et un démontage faciles. La tige de piston est transformée en forme de filetage et est équipée d'un dispositif d'échappement, qui peut rapidement évacuer l'air dans le cylindre pour assurer une pression stable et un fonctionnement fluide. Le ressort papillon est installé dans le corps du cylindre et guidé par la tige de guidage, de sorte que le ressort papillon ne présente aucune déviation dans des conditions de vibration et que le mouvement de levage de la tige de piston soit stable et fiable. La vis de réglage est placée dans la tige de piston, et la vis de réglage et la tige de piston se présentent sous la forme d'une structure de vis filetée. En tournant la vis de réglage, la fonction de réglage fin de la hauteur est réalisée. Un contre-écrou est prévu sur le dispositif de réglage fin de la hauteur. Lorsque la hauteur est réglée à une hauteur appropriée, le contre-écrou est serré pour éviter le desserrage. Lorsque la hauteur de réglage est supérieure à 50 mm, différents nombres de patins peuvent être placés sur la surface d'extrémité de la vis de réglage pour répondre aux exigences d'utilisation de moules de différentes hauteurs. Il y a une fente de positionnement entre chaque coussin pour empêcher le coussin de glisser vers le bas à cause des vibrations.
Système hydraulique du vérin d'amortisseur
Le système hydraulique du cylindre d'amortisseur est installé sur le pipeline entre le réservoir d'huile et le cylindre d'amortisseur et est utilisé pour fournir une pression au cylindre d'amortisseur. Le système hydraulique se compose d'une soupape de décharge unidirectionnelle, de joints et de tuyaux. La soupape de décharge unidirectionnelle est équipée d'une échelle et d'un cadran de pression, qui permettent de régler facilement la pression.
Application d'amortisseur
L'amortisseur est installé sur la machine hydraulique 2000t. Lorsque le moule de découpe de pilier latéral est remplacé par le moule à grande poutre, seuls deux tampons doivent être retirés en fonction de la hauteur et la hauteur de la vis de réglage peut être ajustée pour effectuer la production de découpe. Il n'y a qu'un léger bruit pendant la production, ce qui réduit considérablement l'impact et les vibrations de la force d'impact sur l'équipement pendant le poinçonnage.



 Français
Français Pусский
Pусский























