Nombre Parcourir:1158 auteur:Éditeur du site publier Temps: 2024-06-21 origine:Propulsé

La découpe est le processus de découpe d'une feuille en bandes ou en blocs avant la production de la bobine.

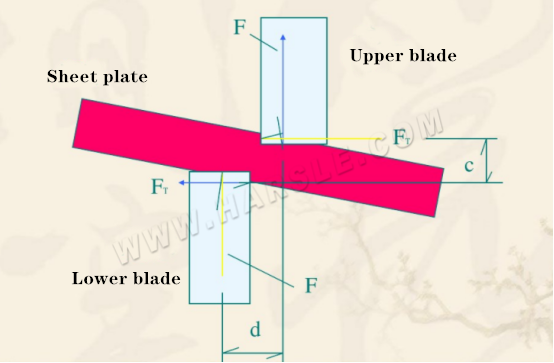
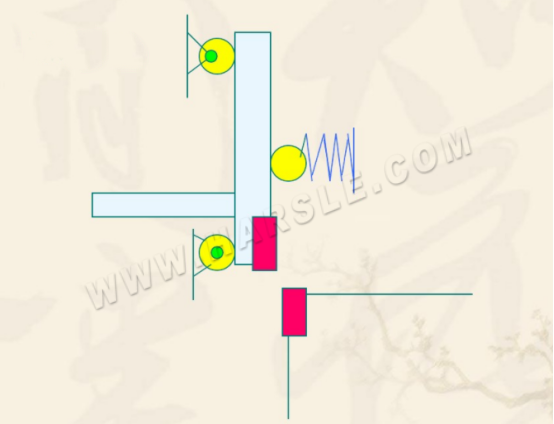
Diagramme schématique du processus de découpe
1—lame supérieure ; 2—feuilles ; 3—lame inférieure
● Lorsque la tonte est effectuée, les ciseaux sont fixés, les ciseaux supérieurs descendent, et lorsque la coupe commence, la lame supérieure des ciseaux appuie sur la feuille, et une paire de force de cisaillement F et de couple correspondant Fd force la feuille cisaillée pour tourner, mais sera soumise au processus de rotation. Le côté des ciseaux bloque la paire de poussées latérales FT et le moment correspondant FTc dans l'autre plan des ciseaux. La direction empêche la rotation de la feuille. Lorsque le cisaillement commence, l'angle de la feuille augmente avec l'augmentation de la profondeur d'indentation. Et le couple FTc augmente aussi, donc le tranchant est enfoncé jusqu'à une certaine profondeur et il y a Fd = FTc, puis le cisaillé Le matériau ne tournera pas tant qu'il ne sera pas cisaillé sous l'effet de la force de cisaillement.
● Ce type d'équipement pour cisailler les tôles est appelé cisaille.

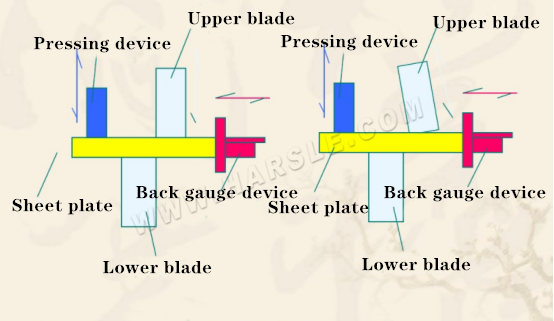
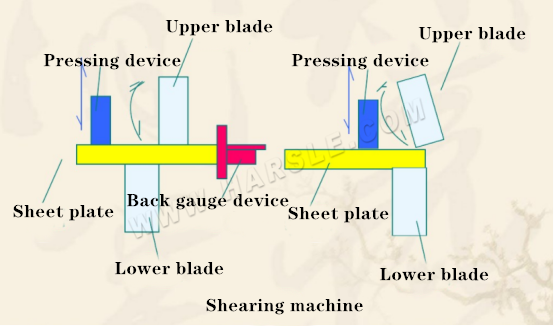
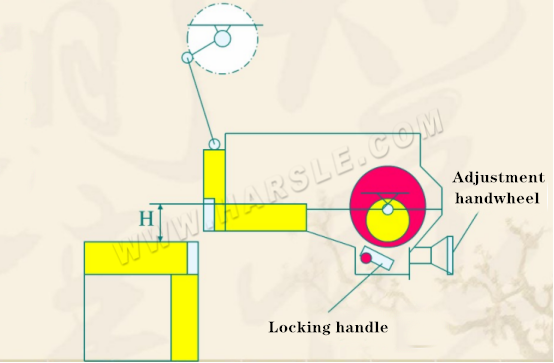
La cisaille ordinaire comprend généralement le fuselage, le système de transmission, le porte-outil, le presseur, le bloc avant, le bloc arrière, le dispositif d'alimentation, le dispositif de réglage de l'écartement des lames, le dispositif de ligne d'éclairage, le dispositif de lubrification, la commande électrique. dispositif, etc. dont les principaux composants sont structurés comme suit.

a) Cisaille à guillotine b) Cisaille à inclinaison avant c) 、 d) Cisaille à balançoire
1—tôle 2—presseur 3—lame supérieure 4—dispositif de butée arrière 5—lame inférieure
Le fuselage est généralement composé de colonnes gauche et droite, de tables de travail, de poutres, etc.
Le fuselage est divisé en une structure combinée moulée et une structure globale soudée.
Le fuselage de structure d'assemblage de moulage utilise principalement des pièces moulées et les composants sont reliés entre eux par des goujons et des broches.
La structure de ce fuselage est lourde, la rigidité est mauvaise et le travail d'usinage de la surface de joint est également important.
Par rapport à la structure moulée, la structure soudée globale présente les avantages d’une qualité de corps plus légère, d’une bonne rigidité et d’un traitement facile.
À l'heure actuelle, le fuselage avec structure soudée en tôle d'acier intégrée est en augmentation.
⑴L'épaisseur, les propriétés du matériau et la forme de la feuille de cisaillement doivent être coordonnées avec la méthode de cisaillement et l'équipement de cisaillement, et elles ne doivent pas être violées.
⑵Avant de couper, ajustez l'écart de la lame en fonction de l'épaisseur de la feuille et vérifiez si le tranchant est tranchant.
⑶Ajustez le dispositif de blocage du matériau en fonction de la taille de la plaque de cisaillement. Une fois le test réussi, serrez les vis, vérifiez et ajustez-les lors de la production par lots.
⑷Avant d'utiliser la cisaille, vérifiez que l'embrayage, les freins et les dispositifs de sécurité de la machine sont normaux.
⑸Dans le cas d'une opération à plusieurs personnes, il est nécessaire de coordonner et de respecter les procédures d'exploitation sûres.
Après le cisaillement, la cisaille doit assurer la rectitude et le parallélisme de la surface cisaillée de la feuille cisaillée et minimiser la distorsion de la feuille pour remplacer la pièce. La lame supérieure de la cisaille est fixée sur le porte-outil et la lame inférieure est fixée sur la table de travail. Une boule d'appui est montée sur l'établi afin que la tôle ne soit pas rayée lorsqu'elle glisse dessus. La butée arrière est utilisée pour le positionnement de la feuille et la position est ajustée par le moteur. Le cylindre de presse est utilisé pour comprimer la feuille afin d'empêcher la feuille de bouger pendant le cisaillement. Le garde-corps est un dispositif de sécurité permettant d'éviter les accidents. Le voyage retour se fait généralement à base d'azote, ce qui est rapide et a peu d'impact.
La lame plate est coupée et la tôle est en contact sur toute la longueur des bords coupants supérieur et inférieur. La force de cisaillement est importante, la consommation d'énergie est importante, les vibrations sont importantes, mais la qualité de coupe est bonne, droite et sans distorsion. La coupe à lame plate est principalement utilisée pour les petites cisailles et la coupe de plaques fines, et il existe de nombreuses transmissions mécaniques.
Le cisaillement des bords obliques est progressif, la taille du cisaillement instantané est inférieure à la largeur de la plaque et les bords de coupe supérieur et inférieur sont des angles de cisaillement (0,5-4°). Certaines cisailles hydrauliques sont réglables en fonction de la force de cisaillement et de la course de cisaillement. La qualité n'est pas aussi bonne que celle de la cisaille à lame plate, il y a une distorsion, mais la force de cisaillement est faible et elle est utilisée dans les cisailles de grande et moyenne taille.
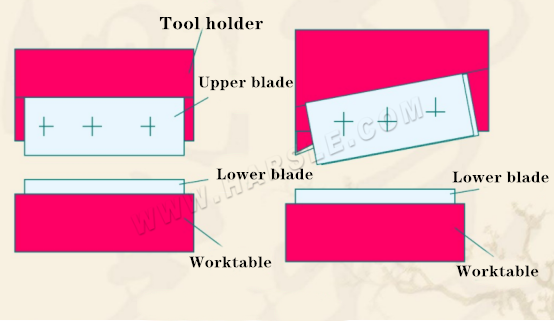
La cisaille est divisée en deux types selon le mode de déplacement du porte-outil : linéaire et oscillant. La lame linéaire est rectangulaire, à quatre côtés, durable et le jeu du tranchant doit être ajusté.
Guide roulant trois points
Le porte-outil de la cisaille pendulaire oscille autour d'un point, la rugosité de la section est faible, la précision dimensionnelle est élevée, la fente est perpendiculaire au plan de la plaque et le porte-outil est un composant de type boîte :
Exemple de modèle : QC11K-6*2500
● Cisaille hydraulique QC11K :
La cisaille est divisée en un type linéaire et un type pivotant en fonction du mode de mouvement du porte-outil. La structure linéaire est relativement simple (comme une porte, on l'appelle donc aussi type de porte). Il est facile à fabriquer, la section de la lame est rectangulaire et les quatre côtés peuvent être utilisés comme lame, elle est donc plus durable. Le porte-outil de la cisaille oscillante oscille autour d'un point fixe pendant la tonte. L'avantage est que le frottement et l'usure entre les bords de coupe supérieur et inférieur est faible, la déformation de la lame est faible et la précision de coupe est élevée.
| Modèle | Tonte Épaisseur (mm) | Shcaring Largeur (mm) | Accident vasculaire cérébral Fois (coupes/min) | Jauge arrière A sonné (mm) | Tonte Pêcheur(°) | Principal Pouvoir (KW) | Dans l'ensemble Dimensions (L×L×H)(mm) |
| 6×2500 | 6 | 2500 | 16~35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14~35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tableau d'action de l'électrovanne et exigences techniques

exigence de compétences
● La pression de service maximale du système hydraulique est de 18 Pa et la pression de la soupape de décharge (4) est réglée à 18 MPa.
● L'accumulateur (17) est rempli d'azote sous une pression de 3 à 5 MPa et le robinet à bille (14, manomètre 16) a une pression d'huile de 8 à 14 MPa (ajustée en fonction de l'état de retour de l'outil).
● La plage de température d'huile de fonctionnement normale du système est de 10 à 60 degrés.
● Le système hydraulique utilise l'huile hydraulique anti-usure L-HM46, fluide de travail.
● Exigences de propreté du système hydraulique NAS11
●Modèle de pièces hydrauliques

●Système hydraulique de la cisaille

● Démarrage de la pompe à huile et remplissage d'huile
Tout d'abord, fermez le robinet du cylindre à bille 11 et desserrez la soupape de décharge principale 4 dans le sens inverse des aiguilles d'une montre pour démarrer le moteur de la pompe à huile, le noyau de valve de l'électrovanne manuelle YV11, réglez le volant de la soupape de décharge principale 4 dans le sens des aiguilles d'une montre et observez le principal valeur du manomètre, la pression sera verrouillée après avoir été ajustée à la pression spécifiée par le système à 17 MPa. Tournez ensuite l'interrupteur « rempli d'huile » du panneau de commande sur la position « marche », les électrovannes YV1, YV2, et YV4 sont mis sous tension, la cisaille est remplie d'huile, le porte-outil descend jusqu'au point final inférieur et le robinet à bille 14 est ouvert pour le remplissage d'huile. Pendant le processus, veillez à ce que la valeur de pression dans l'accumulateur le manomètre 16 monte de 8 à 14 MPa (selon la vitesse de retour du porte-outil), fermez le robinet à bille 14, puis tournez l'interrupteur 'rempli d'huile' sur la position 'arrêt'. Le support supérieur de l'interrupteur à pédale inférieur « haut » est relevé jusqu'au position du point mort haut, le travail de remplissage d'huile est terminé, le robinet à tournant sphérique du cylindre de pression 11 est ouvert et la machine peut entrer en fonctionnement normal.
●Arrêter
Lorsque l'électrovanne YV11 est hors tension, l'huile hydraulique provient de la pompe à huile → soupape de trop-plein → retourne au réservoir de carburant. A ce stade, le porte-outil ne fonctionne pas.
Lorsque l'interrupteur au pied est « bas », l'électrovanne YV1 est mise sous tension et l'huile hydraulique est renvoyée vers le réservoir via l'électrovanne ; la pompe à huile est évacuée par les vannes 10, 12 dans la chambre supérieure du cylindre 18, et l'huile dans la chambre inférieure du cylindre 18 entre dans le cylindre. Dans la chambre supérieure 19, la chambre inférieure du cylindre 19 pénètre dans l'accumulateur 17 pour former un passage d'huile en série ; l'autre huile entre dans le cylindre de pression 7 via le robinet à bille 11. A ce moment, le cylindre de presse se déplace vers le bas pour presser la pièce. À mesure que la pression augmente, le corps porte-outil surmonte la force d'appui de la chambre inférieure du cylindre 19 et se déplace vers le bas pour le point mort bas. La coupure de courant des YV1 et YV2 prend fin. La pression de service de la conduite d'huile est contrôlée par la soupape de décharge 4 et la valeur de pression est lue sur le manomètre 9. Lorsque vous appuyez sur la pédale de commande « vers le haut », l'huile de la pompe à huile est renvoyé au réservoir d'huile par la soupape de trop-plein 4, à ce moment YV3 est alimenté, le porte-outil est renvoyé sous l'action de l'accumulateur, et le cylindre de pression est sous l'action du ressort, dans lequel l'huile passe à travers la vanne 6. La vanne 10 est renvoyée vers le réservoir de carburant et le porte-outil est relevé jusqu'au point mort haut pour terminer l'ensemble du processus de coupe.
Lors du nettoyage du système hydraulique, pour éviter toute injection d'huile ! Le clapet à bille inférieur 14 de l'accumulateur doit d'abord être ouvert et relâché pour faire tomber le porte-outil, puis inspecté. Une fois la révision terminée, suivez ce qui précède instructions pour 'Démarrage de la pompe à huile et remplissage d'huile'.
● Bruit de la pompe à huile
La pompe à huile a une grande résistance à l'absorption d'huile. Vérifiez l’orifice d’aspiration, le filtre et retirez le blocage.
Le niveau d'huile est bas. Remplissez le réservoir avec la ligne centrale de la fenêtre d'huile.
La viscosité de l'huile est grande. Remplacez le liquide hydraulique.
La température de l'huile est trop basse. Démarrer la pompe à huile au ralenti pendant un moment pour chauffer ou installer le chauffage
● La vitesse de coupe est trop lente
La pompe à huile n'a pas assez d'huile. Pompe à huile de contrôle
Fuite dans le système. Vérifiez les pompes, les vannes, les cylindres, etc., un par un
Le régulateur de pression est en panne. Vanne de service.
Pression insuffisante. Ajustez la pression à 18MPa.
● Mouvement de surcourse du cylindre
Le voyage ne fonctionne pas correctement. Bloc d'inspection et interrupteur de déplacement
● La température de l'huile est trop élevée
La pompe à huile fuit trop. Réparez la pompe à huile.
La conduite de retour de la pompe est bloquée ou n'est pas lisse. Réparez la conduite de retour.
L'huile est sale. Remplacer ou améliorer la propreté de l'huile.
● Coupe insuffisante
La pompe à huile ne parvient pas à établir la pression. Réparez la pompe à huile.
Fuite ou dysfonctionnement du système et de la vanne. Réviser les soupapes et les fuites d'huile.
L'électrovanne YVI ne peut pas être désactivée. Vérifiez les signaux du circuit ou si la bobine est coincée.
● Le circuit d'huile ne parvient pas à établir de pression et le porte-outil supérieur ne bouge pas.
Mauvais contact de la prise électrique de l'électrovanne. Vérifiez la fiche.
Le tiroir de l'électrovanne est coincé ou tiré. Retirez le meulage du noyau de valve.
Il n’y a aucun débris dans le joint du clapet de vanne. Nettoyage.
Le trou d'étranglement dans la valve est bloqué. Démonter le nettoyage.
● Le retour du porte-outil est trop lent
L'électrovanne ne commute pas. Réparez l’électrovanne.
L'accumulateur a une pression d'azote insuffisante. La pression de l'azote est de 3 à 5 MPa.
Le porte-outil supérieur et le cylindre de presse ne sont pas coordonnés. Vérifiez si l'électrovanne du cylindre de presse fonctionne correctement.
● Le porte-outil descend lentement lors du jogging
Mauvaise étanchéité du cône de la vanne d'inversion. Après avoir retiré la vanne d'inversion, versez du kérosène d'un côté pour vérifier l'absence de fuites ; en cas de fuite, remplacez ou meulez la surface d'étanchéité.
Les chambres supérieure et inférieure du cylindre sont huilées. Vérifiez que le joint du piston est bon.
● Les deux cylindres ne sont pas synchronisés au retour du porte-outil supérieur
Le joint interne du piston du cylindre est mal relié aux côtés supérieur et inférieur de l'huile. Remplacez le joint du piston.
● Idées d'entretien du système hydraulique
La défaillance du système hydraulique doit être basée sur le principe de commande électrique facile et difficile, premier et deuxième, interne et interne après commande hydraulique.
Examinez le schéma hydraulique et comprenez la relation logique de l’action. Ne commencez pas aveuglément.
La relation entre pression et débit est la pression générée par le débit pour analyser la cause de la panne.
Demander à l'opérateur de connaître l'état de santé de l'équipement et les anomalies survenues au moment où le défaut s'est produit.

 Français
Français Pусский
Pусский























