Nombre Parcourir:747 auteur:Éditeur du site publier Temps: 2024-04-18 origine:Propulsé
Le processus de pliant un flan dans un certain angle ou une certaine forme avec des équipements et des outils mécaniques est appelé pliage mécanique.Selon les différents types d'équipements de pliage et de matériaux traités, le pliage mécanique peut être divisé en emboutissage et pliage de tôle, laminage de tôle, pliage de tôle, etc.Dans le processus de pliage, selon que l'ébauche est chauffée ou non, le processus de pliage peut être divisé en pliage à froid et en pliage à chaud.
L'emboutissage et le pliage de la tôle utilisent des presses et d'autres équipements de traitement sous pression pour faire subir à l'ébauche à traiter une déformation plastique sous l'action d'un moment de flexion à travers une matrice de pliage spéciale ou une matrice de pliage générale et le pliage de la pièce est complété dans la cavité de travail de la matrice.L'emboutissage et le pliage de la tôle utilisent des presses et d'autres équipements de traitement sous pression pour faire subir à l'ébauche à traiter une déformation plastique sous l'action d'un moment de flexion à travers une matrice de pliage spéciale ou une matrice de pliage générale et le pliage de la pièce est complété dans la cavité de travail de la matrice.L'emboutissage et le pliage de la tôle constituent une partie importante du pliage mécanique et constituent également l'une des principales méthodes de pliage de la tôle.Il peut plier des pièces courbes avec des formes plus complexes et une précision dimensionnelle relativement élevée.
La figure suivante montre la déformation par flexion de la tôle.Pour faciliter l'observation, avant le pliage, marquez la ligne de départ de pliage, la ligne médiane de pliage et la ligne d'extrémité de pliage sur la partie pliée de la tôle.La figure suivante (a) et la figure suivante (b) sont des pièces pliées après formage.

Déformation lorsque la tôle est pliée
On peut voir sur la figure (a) ci-dessus qu'avant le pliage, les trois lignes ab=a'b'=a'b' sur la section du matériau en feuille, après le pliage, la couche interne est raccourcie et la la couche externe est allongée, à savoir : ab
Une fois la tôle pliée, l'épaisseur dans la zone de pliage devient généralement plus fine et un écrouissage à froid se produit, de sorte que la rigidité augmente et le matériau dans la zone de pliage apparaît dur et cassant.Par conséquent, si le pli est répété ou si le coin arrondi est trop petit, il se brisera facilement en raison de la tension, de la compression et de l'écrouissage à froid.Par conséquent, lors du pliage, le nombre de rayons de courbure et de coin doit être limité.
En revanche, le pliage de la tôle est le même que les autres méthodes de déformation.Lors du pliage, la surface extérieure de la feuille est étirée et la surface intérieure est comprimée.Bien qu’une déformation plastique se produise, il existe également une déformation élastique.Par conséquent, lorsque la force externe est supprimée, la flexion produit un rebond d'angle et de rayon.L'angle de rebond est appelé angle de rebond.
Le contrôle ou la réduction du retour élastique de l'angle de pliage et du rayon de courbure de la pièce pliée est un élément important pour obtenir la précision de la pièce pliée et garantir la qualité de la pièce pliée.Dans le traitement de production, le contrôle de l'angle de courbure et du retour élastique du rayon de courbure est généralement obtenu par le rayon de courbure minimum et la valeur de retour élastique de courbure.
⒈Rayon de courbure minimum Le rayon de courbure minimum fait généralement référence à la valeur minimale du rayon intérieur de la pièce qui peut être obtenue par la méthode de pliage par presse.Lors du pliage, la flexion minimale est limitée par la déformation en traction maximale admissible de la couche externe de la tôle.Si la déformation dépasse ce degré, la tôle se fissurera.
Pendant le processus de pliage, le rayon de courbure est trop petit pour provoquer des fissures de courbure, mais le rayon de courbure est trop grand, la feuille sera complètement restaurée à son état droit d'origine en raison du retour élastique, à ce moment, le rayon de courbure ne peut pas être plus grand que le rayon de courbure maximum Rmax :

⒉La détermination de la valeur de retour élastique à la flexion est généralement déterminée en fonction du rayon de courbure relatif r/t (r est le rayon de congé intérieur de la partie pliée, t est l'épaisseur de l'ébauche).
●Lorsque rlt<(5~8), la valeur de rebond du rayon de courbure n'est pas grande, donc seul le rebond angulaire est pris en compte.
●Lorsque r/t≥10, en raison du rayon de courbure relativement grand, non seulement l'angle de la pièce rebondit, mais le rayon de courbure présente également un rebond plus important.
Le processus d'estampage et de pliage peut compléter le traitement de pièces de forme plus complexe, et les pièces produites présentent les avantages d'une plus grande précision et d'une bonne cohérence du produit.Pour améliorer la qualité du pliage et simplifier la fabrication du moule, il existe des exigences spécifiques dans les aspects suivants pour les pièces pliées traitées.
⒈Le rayon de congé de la partie pliée ne doit être ni trop grand ni trop petit.Si le rayon de congé est trop grand, il n'est pas facile de garantir l'angle de courbure et le rayon de congé de la pièce en raison de l'influence du retour élastique.Si le rayon de congé est trop petit, car il est facile à plier et à fissurer, il doit être plié deux fois ou plus, c'est-à-dire plier à l'avance dans un coin avec un rayon de congé plus grand, puis plier au rayon de courbure requis. prolongeant ainsi le cycle de production.Cela présente également des inconvénients pour les travaux de pliage.
⒉Lorsque le rayon de courbure relatif r/t<0,5~1, la ligne de courbure doit être perpendiculaire à la direction de la fibre laminée du matériau.Si les pièces ont des directions de courbure différentes, l'angle entre la ligne de courbure et la direction de la fibre enroulée doit être maintenu à 45°.
⒊La hauteur de pliage de la pièce pliée ne doit pas être trop petite et sa valeur est h>r+2t (voir la figure ci-dessous).Sinon, comme la surface d'appui de la bride n'est pas suffisante sur le moule, il n'est pas facile de former un moment de flexion suffisant et il est difficile d'obtenir une pièce avec une forme précise.Si la hauteur de la bride ne correspond pas à la plage spécifiée ci-dessus, des mesures techniques doivent généralement être prises, c'est-à-dire allonger d'abord la bride, puis couper la partie excédentaire après pliage.

⒋Pour les pièces de forme courbée en escalier, parce qu'elles se déchirent facilement à la racine des coins arrondis, la longueur B de la pièce dépliée doit être réduite pour la faire sortir en dehors de la ligne de pliage.Si la longueur de la pièce ne peut pas être réduite, une rainure doit être découpée entre la partie pliée et la partie non pliée, comme indiqué sur la figure.
⒌Pour les pièces comportant des encoches sur les bords incurvés, les encoches ne doivent pas être réalisées à l'avance et elles seront coupées après leur formation.De cette façon, on peut éviter le phénomène de fourches ou de difficultés de formation pendant le processus de pliage.

⒍Lorsque la tôle perforée est pliée, la distance I du bord du trou au centre du rayon de courbure doit être assurée : lorsque t<2 mm ;l≥t, lorsque t≥2mm, l≥2t.Si le trou est situé dans la zone de déformation par flexion, la forme du trou sera déformée.
⒎La forme et la taille des pièces pliées doivent être aussi symétriques que possible.Pour garantir que le matériau est équilibré pendant le pliage et éviter tout glissement, les parties pliées doivent être r=r2, r3=r4.

Détermination de la position de l'œillet de la pièce pliante
Pièces de pliage symétriques
⒏La section de l'ébauche obtenue par cisaillement ou poinçonnage présente souvent des bavures, il est donc facile de provoquer une concentration de contraintes lors du pliage.Par conséquent, la bavure doit être limée avant le pliage, et en même temps, le côté de la bavure doit être proche du poinçon dans la zone de compression puis plié pour éviter les fissures sur le bord extérieur de la pièce.

Il existe de nombreux types de matrices de pliage.Selon les différentes formes des pièces de pliage traitées, les matrices de pliage peuvent être divisées en matrices de pliage en forme de V, en matrices de pliage en forme de U et en matrices de pliage en plusieurs formes.Selon que le moule utilise ou non un dispositif de pressage et ses caractéristiques de fonctionnement, les matrices de cintrage peuvent être divisées en type ouvert, avec type de dispositif de pressage, type pendulaire, type à arbre pendulaire, etc. Les types et structures courants de moules de cintrage sont les suivants.
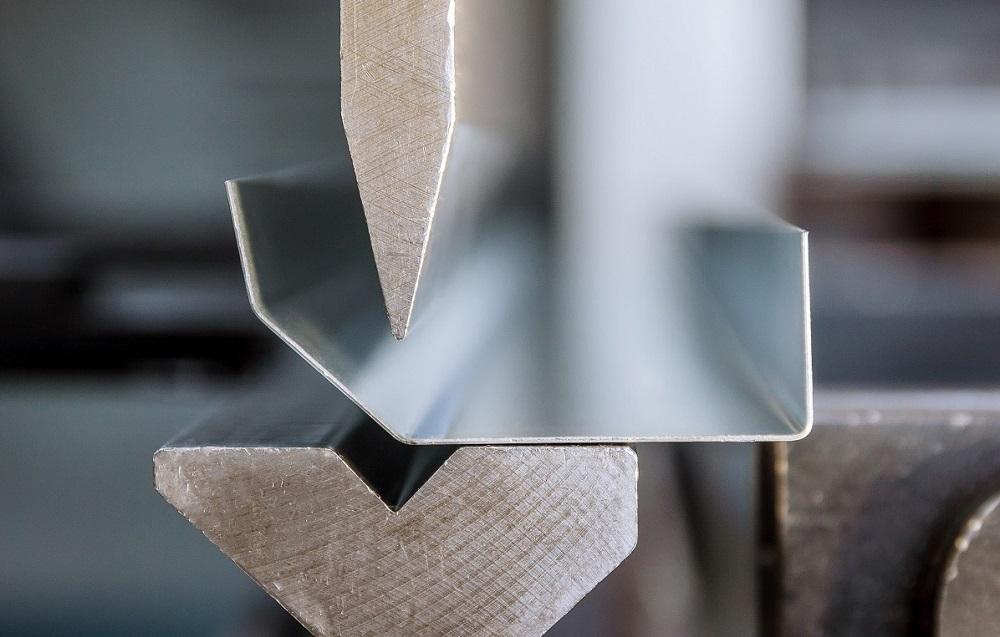
⒈V.Les moules de pliage ouverts pour pièces en forme de U qui effectuent un processus de pliage en un seul coup de poinçonnage de la presse sont appelés moules de pliage à processus unique.La structure ouverte de la matrice de pliage peut compléter le traitement de pièces de pliage simples avec de faibles exigences en matière de forme de pliage et de précision dimensionnelle.La figure ci-dessous montre la structure de matrice de pliage ouverte des pièces en forme de V et de U, qui est la forme la plus simple de structure de matrice.

Matrice de pliage ouverte pour pièces en forme de U et de V
Les moules supérieur et inférieur de l'ensemble des moules sont de type ouvert, pratiques à fabriquer et présentent une grande polyvalence.Cependant, lorsque le moule est utilisé pour le pliage, le matériau en feuille glisse facilement, la longueur latérale de la partie pliée n'est pas facile à contrôler et la précision de pliage de la pièce n'est pas facile.Le bas de la pièce en forme de U est haut et inégal.
⒉Pour améliorer la précision de pliage des pièces pliées et empêcher le glissement de l'ébauche pliée, la structure de la matrice de pliage avec le dispositif de pressage peut être utilisée comme indiqué dans le
chiffre.
Sur la figure (a), la tige d'éjection à ressort 3 est un dispositif de pression utilisé pour empêcher l'ébauche de dévier pendant le pliage.Sur la figure (b), un dispositif de pressage est défini.Lors de l'emboutissage, le flan est pressé sur le poinçon 1 et le plateau de pressage.3. Descendez progressivement, le matériau non pressé aux deux extrémités glisse et se plie le long des coins arrondis du moule femelle, pénètre dans l'espace entre le moule mâle et le moule femelle et plie les pièces en forme de U.Étant donné que le matériau en feuille est toujours sous la pression entre le poinçon 1 et la plaque de pressage 3 pendant le processus de pliage, la planéité du fond de la pièce en forme de U peut être mieux contrôlée et la précision du pliage peut être mieux garantie.

Pliage de pièces en V et en U avec dispositif de pressage
⒊Le diagramme du moule de pliage semi-circulaire montre la structure du moule de pliage semi-circulaire.Pendant le travail, placez le flan entre les plaques de positionnement afin qu'il ne puisse pas bouger librement.Lorsque la presse est abaissée, le poinçon descend dans une certaine position pour entrer en contact avec la surface du matériau.Lorsque le poinçon continue de descendre, le flan commence à se plier et le congé rg glisse.Dans le même temps, l'éjecteur 8 descend et comprime le ressort.Au fur et à mesure que le poinçon avance, l'ébauche est pliée et formée, et le ressort est comprimé pour stocker de l'énergie.Lorsque le poinçon remonte, l'éjecteur utilise la force élastique du ressort pour maintenir la pièce éjectée.

Matrice de pliage pour pièces semi-circulaires
Pour assurer l'équilibre de la force lorsque l'ébauche est pliée, le rayon du congé r des deux côtés de la matrice 5 doit être égal.La matrice est fixée sur la base inférieure 7 avec deux broches de positionnement et quatre vis.La filière comporte deux plaques de positionnement 4 en forme de U.
⒋Moule de cintrage de chaîne de boulettes La figure 7-35 montre le moule de cintrage de chaîne de boulettes.Parmi eux : l'image (a) est le moule de pré-courbure de la chaîne de boulettes, c'est-à-dire que l'extrémité vierge droite est pré-courbée en arc, puis le processus d'arrondi ultérieur est effectué ;L'image (b) est le moule de cintrage de chaîne de boulettes verticales. Il présente les avantages d'une structure simple et d'une fabrication facile.Il est principalement utilisé pour le laminage de pièces plus épaisses et de courte longueur avec de faibles exigences de qualité de formage ;La figure (c) montre le moule de cintrage de chaîne de boulettes horizontales, qui utilise le coin incliné 3 pour pousser le laminage. Le moule concave 4 est plié et roulé dans la direction horizontale, et le moule convexe 1 joue également un rôle de pressage des matériaux.La qualité de formage des pièces est meilleure, mais la structure du moule est plus compliquée.Pour les deux structures de moules, s'il existe des exigences strictes sur la qualité de l'arrondi, il convient d'utiliser l'arrondi au mandrin.

Matrice de pliage pour pièces de charnière
D'une manière générale, lorsque r/t>0,5 (r est le rayon de la bobine) et que la qualité de la bobine est élevée, deux procédures de pré-cintrage doivent être utilisées, puis la bobine ;lorsque r/t=0,5~2,2, mais la bobine Lorsque les exigences de qualité du rond sont générales, le rond peut être roulé avec un pré-cintrage ;lorsque rlt ≥ 4 ou s'il y a des exigences plus strictes sur le rond, le rond avec mandrin doit être utilisé.
⒌Moules de pliage pour pièces de pliage fermées et semi-fermées Les moules de pliage pour pièces de pliage fermées et semi-fermées sont plus compliqués, et les blocs pendulaires et les structures à coins inclinés sont principalement utilisés dans les moules de pliage.La figure (b) est une structure de matrice de pliage de type bloc pendulaire directement pliée une seule fois de la pièce cylindrique de type pince représentée sur la figure (a), car le processus de pliage est complété par le balancement de la matrice mobile 12 autour du mandrin 11. , c'est pourquoi on l'appelle matrice de pliage pivotante.La structure du moule de pliage de bloc pendulaire peut compléter le traitement du pliage de pièces de pliage semi-fermées et fermées.

Matrice de pliage de pendule
Pliage direct unique dans la structure des matrices de cintrage pendulaire de la pièce cylindrique de type pince, comme le montre la figure (a).Puisque le processus de cintrage est complété par le balancement de la matrice mobile 12 autour du mandrin 11, on parle alors de moule de cintrage pivotant.La structure du moule de pliage de bloc pendulaire peut compléter le traitement du pliage de pièces de pliage semi-fermées et fermées.
Lorsque le moule fonctionne, l'ébauche est positionnée par la rainure de positionnement sur la matrice mobile 12. Lorsque le moule supérieur se déplace vers le bas, le noyau 5 plie d'abord l'ébauche en forme de U, puis le noyau 5 appuie sur la matrice mobile 12 pour la faire pivoter. vers le centre pour plier la pièce.Après que le moule supérieur se soit levé, le moule concave mobile 12 est soulevé et séparé par le montant supérieur 10 sous l'action du ressort 9. La pièce reste sur le noyau 5 et est retirée longitudinalement.
La figure suivante montre la structure de la matrice de pliage avec coin oblique pour pièces pliées fermées et semi-fermées avec un angle de pliage inférieur à 90°.

Matrice de pliage avec coin oblique avec angle de pliage inférieur à 90 degrés
Lors du travail du moule, la pièce brute est d'abord pressée en une pièce en forme de U sous l'action du poinçon 8. Au fur et à mesure que le gabarit supérieur 4 continue de descendre, le ressort 3 est comprimé, et les deux cales obliques ⒉ montées sur le gabarit supérieur 4 s'appuie contre le rouleau 1, provoquant le déplacement des modules concaves mobiles 5 et 6 avec le rouleau 1 respectivement vers le milieu., Pliez les deux côtés de la pièce en forme de U vers l'intérieur à un angle inférieur à 90°.Au retour du moule supérieur, le ressort 7 réinitialise le module femelle.Étant donné que la structure du moule s'appuie sur la force élastique du ressort 3 pour presser l'ébauche dans une pièce en forme de U, limitée par la force du ressort, elle ne convient que pour plier des matériaux minces.
Pour garantir la qualité des pièces pliées, les paramètres de processus suivants doivent être déterminés lors de la formulation du processus de pliage et de la conception des matrices de pliage associées.
⒈Calcul de la force de flexion : la force de flexion fait référence à la pression appliquée par la presse lorsque la pièce termine le pliage prédéterminé.La force de flexion comprend la force de flexion libre et la force de flexion de correction.
●Calcul de la force de flexion libre : La force de flexion F lors de la flexion libre fait référence à la force de flexion requise pour la déformation par flexion de la tôle.

Où F force de flexion libre force de flexion libre à la fin de la course d'emboutissage, N ;
K——facteur de sécurité, prenez généralement K=1,3 ;
b——la largeur de la partie pliée, mm ;
t——l'épaisseur du matériau de pliage, mm ;
r——la moitié de pliage intérieure de la partie pliée, mm ;
La limite de résistance du matériau, MPa.
●Calcul de la force de flexion de correction : étant donné que la force de flexion de correction est beaucoup plus grande que la force de flexion de pression lors de la correction de la flexion et que les deux forces agissent l'une après l'autre, seule la force de correction doit être calculée.La force de correction F des pièces en forme de V et des pièces en forme de U est calculée par la formule suivante F force de flexion de correction = Ap
Où F——la force de flexion lors de la correction de la flexion, N ;
A ——La zone de projection verticale de la pièce de correction, mm2 ;
p——force de correction par unité de surface, MPa, à sélectionner selon le tableau.
| Matériel | Épaisseur t/mm | |
| ≤3 | >3~10 | |
| Al | 30~40 | 50~60 |
| Laiton | 60~80 | 80~100 |
| 10~20 Acier | 80~100 | 100~120 |
| 25~35 Acier | 100~120 | 120~150 |
| Alliage de titane TA2 | 160~180 | 180~210 |
| Alliage de titane TA3 | 160~200 | 200~260 |
●Calcul de la force d'éjection ou de la force de déchargement : lorsque la matrice de pliage est équipée d'un dispositif d'éjection ou d'un dispositif de déchargement, la force d'éjection F ou la force de déchargement F peut être d'environ 30 % de la force de flexion libre ~ 80 %.
●Détermination du tonnage de la presse : le tonnage de la presse est déterminé séparément selon les deux conditions de cintrage libre et de correction du cintrage.
Lors du pliage libre, compte tenu de l'influence de la force d'éjection ou de la force de déchargement pendant le processus de pliage, le tonnage F de la presse est le tonnage de la presse F ≥ (1,3 ~ 1,8) F force de pliage libre.
Lors de la correction de la flexion, la force de correction est beaucoup plus grande que la force d'éjection et la force de déchargement.Le poids du F top ou F déchargement est insignifiant, donc le tonnage de la presse est F tonnage de la presse ≥ F corrigeant la force de flexion.
⒉Détermination de l'écart entre la matrice de pliage La taille de l'écart Z entre le poinçon et la matrice a une grande influence sur la pression nécessaire au pliage et sur la qualité des pièces.
Lors du pliage d'une pièce en forme de V, l'écart entre les moules convexes et concaves est contrôlé en ajustant la hauteur de fermeture de la presse, il n'est donc pas nécessaire de déterminer l'écart sur la structure du moule.
Lors du pliage de pièces en forme de U, un espace approprié doit être sélectionné.La taille de l'espace est étroitement liée à la qualité de la pièce et à la force de flexion.Pour les pièces pliées générales, l'écart peut être obtenu à partir du tableau ou directement obtenu par la formule de calcul approximative suivante.
Lors du pliage de métaux non ferreux (cuivre rouge, laiton), Z=(1~1.1)t
Lors du pliage de l'acier = (1,05~~1,15)t
Lorsque la précision de la pièce est élevée, la valeur de l'écart doit être réduite de manière appropriée, en prenant Z=t.En production, lorsqu'il n'est pas nécessaire que l'épaisseur du matériau soit plus fine, pour réduire le retour élastique, etc., prenez également l'espace négatif, prenez Z=(0,85 ~ 0,95)t.
⒊Calcul de la taille de la partie active de la matrice de pliage La conception de la partie active de la matrice de pliage consiste principalement à déterminer le rayon de congé du moule convexe et concave ainsi que la taille et la tolérance de fabrication des moules convexes et concaves.
Le rayon du coin du poinçon est généralement légèrement inférieur au rayon du coin intérieur de la partie courbe.Le rayon du coin à l’entrée de la matrice ne doit pas être trop petit, sinon la surface du matériau sera rayée.La profondeur de la matrice doit être appropriée.S'il est trop petit, il y aura trop de pièces libres aux deux extrémités de la pièce, et la partie pliée rebondira considérablement, et elle ne sera pas droite, ce qui affectera la qualité de la pièce ;s'il est trop grand, il consommera plus d'acier à matrice et nécessitera une course de presse plus longue.
La taille de l'épaisseur de la matrice H et la profondeur de la rainure sont déterminées pour le pliage de pièces en forme de V.La structure de la matrice est représentée sur la figure.La taille de l'épaisseur de la matrice H et la profondeur de la rainure sont déterminées dans le tableau.

Diagramme schématique de la structure du moule de la pièce incurvée en forme de V
La détermination des dimensions H et h de la pièce courbe en forme de V.
| Épaisseur | <1 | 1~2 | 2~3 | 3~4 | 4~5 | 5~6 | 6~7 | 7~8 |
| h | 3.5 | 7 | 11 | 14.5 | 18 | 21.5 | 25 | 28.5 |
| H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 |
Note:
1. Lorsque l'angle de courbure est de 85°~95°, L1=8t, r convexe=r1=t.
2. Lorsque k (petit bout) ≥ 2t, la valeur de his calculée selon la formule h=L1/2-0,4t.
●La détermination du rayon et de la profondeur du congé de courbure La détermination du rayon de congé r concave et de la profondeur L0 des coudes en V et en U sont présentées dans la figure et le tableau ci-dessous.

Taille de la structure de la matrice de pliage
●Calcul de la taille de travail du poinçon et de la matrice de pliage.
Lorsque la pièce doit garantir les dimensions extérieures, prenez le moule concave comme référence et l'espace est pris sur le poinçon ;si la pièce est marquée avec les dimensions internes, prenez le poinçon comme référence et l'espace est pris sur le moule concave.
Lorsque la pièce doit garantir les dimensions extérieures, la taille du moule concave L et la taille du poinçon L convexe sont calculées selon les formules suivantes :

Lorsque la dimension intérieure de la pièce doit être garantie, la taille du poinçon L convexe et la taille de la matrice concave L concave sont calculées selon les formules suivantes :

L'utilisation de moules de pliage peut compléter le traitement de diverses formes relativement complexes.Parmi eux, la conception du moule de pliage est la clé pour garantir la forme, la taille et la précision des pièces à plier.Pour cette raison, les éléments essentiels suivants doivent être pris en compte lors de la conception et de l’application du moule de pliage.
⒈Pour produire des pièces pliées qualifiées de manière économique et raisonnable, il est généralement requis que le niveau de tolérance dimensionnelle de la pièce pliée soit meilleur que IT13 et que la tolérance angulaire soit supérieure à 15'.Le tableau suivant montre les niveaux de tolérance qui peuvent être atteints pour différentes dimensions de pièces d'emboutissage et de pliage.
Les tolérances angulaires des pièces de pliage générales sont indiquées dans le tableau.Les tolérances d'angle de précision indiquées dans le tableau ne peuvent être obtenues qu'en ajoutant des procédures de mise en forme.

| Épaisseur t/mm | A | B | C | A | B | C |
| Économique | Précision | |||||
| ≤1 | IT13 | IT15 | IT16 | IT11 | IT13 | IT13 |
| >1~4 | IT14 | IT16 | IT17 | IT12 | IT13~14 | IT13~14 |
Classe de tolérance des pièces pliées
| Côté court de la pièce pliée | >1~6 | >6~10 | >10~25 | >25~63 | >63~160 | >160~400 |
| Économique | ±1°30'~±3° | ±1°30'~±3° | ±50'~±2° | ±50'~±2° | ±25'~±1° | ±15'~±30' |
| Précision | ±1° | ±1° | ±30' | ±30' | ±20' | ±10' |
⒉Formuler un plan de processus de pliage correct et raisonnable est une condition préalable pour garantir la qualité des pièces pliées.Généralement, lors de la formulation d'un plan de processus de pliage, pour les pièces pliées de forme simple, le formage unique est principalement pris en compte.À ce stade, la principale considération doit être de savoir si l'agencement du processus peut garantir que la forme, la taille et le niveau de tolérance de la pièce sont requis ;pour les pièces courbes aux formes plus complexes, deux ou plusieurs pliages sont généralement utilisés.Pour les pièces particulièrement petites, un ensemble de moules complexes doit être utilisé autant que possible pour se former, ce qui contribue à résoudre les problèmes de sécurité liés au positionnement et au fonctionnement des pièces pliées.Il est également possible d'utiliser des bandes, des bobines, etc. pour utiliser des moules progressifs.Pour plusieurs pièces pliées, généralement, pliez d'abord les coins des deux extrémités, puis pliez les coins de la partie médiane, et le pliage précédent doit prendre en compte le positionnement fiable du pliage ultérieur.Ce dernier pliage n'affecte pas la pièce précédemment formée.Pour l'emboutissage de pièces présentant un grand nombre de coins et de temps de pliage et l'emboutissage de pièces aux formes asymétriques, il convient de prêter attention à la fiabilité du procédé utilisé.Pour le poinçonnage de pièces comportant des trous ou des découpes, faites attention aux erreurs de taille qui sont particulièrement susceptibles de se produire ou d'apparaître sous l'effet du pliage.À ce stade, il est préférable de perforer et de couper après le pliage.Aussi, le formage par pliage de grandes plaques épaisses se fait souvent sur presse concernant des moules ou des pneumatiques.À l'heure actuelle, le processus de pliage doit principalement prendre en compte l'économie, le caractère raisonnable, ainsi que la bonne opérabilité et maintenabilité.
⒊Lors de la conception de la matrice de pliage, il est nécessaire de combiner la technologie de traitement des pièces pliées, d'analyser soigneusement les problèmes susceptibles de survenir lors du processus de pliage de la structure des pièces traitées et de prendre les mesures correspondantes lors de la conception du moule. que la structure du moule conçue peut répondre aux besoins des exigences de traitement.Par exemple : lors du pliage à un angle, en raison de la force de pliage déséquilibrée pendant le processus de pliage, le matériau en feuille est sujet au glissement.Par conséquent, dans la structure du moule, il doit y avoir des mesures antidérapantes.La figure suivante montre les mesures souvent utilisées dans le traitement des pièces pliées à angle aigu : La figure (a) est un positionnement couramment utilisé utilisant les trous existants sur la carte ou en ajoutant des trous de processus ;La figure (b) utilise le bloc de positionnement du moule pour empêcher tout mouvement latéral et coopérer avec le bord de la presse solide. La force contrôle le glissement possible provoqué par la flexion de la pièce ;et la figure (c) utilise la forte force de pression du moule et, en même temps, utilise le coin incliné pour se plier.Parce que le processus de pliage est fluide et doux, la précision de la partie pliée est meilleure et elle peut mieux contrôler le rebond de flexion.

Structure antidérapante de la matrice de pliage
La structure antidérapante de la matrice de pliage ci-dessus convient à tous les pliages à un seul angle.Pour augmenter l'effet obstructif de la plaque de presse sur le matériau en feuille, en plus d'augmenter la force du ressort, si la pièce ne nécessite pas une qualité de surface élevée, les mesures suivantes peuvent souvent être prises.La figure (a) montre l'installation d'une douleur aiguë dans le bloc de décharge du moule inférieur.L'angle aigu de 60° dépasse du plan du bloc de pressage de 0,1 à 0,25 mm, et le matériau en feuille est pressé sur le coin aigu par le poinçon.La hauteur saillante de la goupille pointue est réglée par un boulon fileté sur la tête et est bloquée par un écrou fileté extérieur ;La figure (b) consiste à ajouter une goupille pointue sur la plaque de pression à ressort du moule supérieur, et lorsque le matériau est plié et pressé, il est coincé dans la plaque sans faire glisser la planche.

Façons d'augmenter la force de pression
La forme de broche à pression couramment utilisée est illustrée dans la figure :

Forme courante de goupille de pression
L'image (a) consiste à coincer le bord extérieur du bord tranchant dans la surface de la planche, et la profondeur du coin est inférieure à 0,12 mm ;L'image (b) est la goupille d'arrêt avec la lame b, l'effet est meilleur, pour empêcher la rotation de la goupille ronde, vous pouvez en utiliser une autre. La goupille ronde est empêchée de tourner par la longue rainure c.L'image (c) est une épingle avec un motif en relief sur la tête.Il est utilisé dans les cas où le matériau en feuille ne bouge pas trop, mais après utilisation, il n'y a pas de piqûre évidente sur la feuille ;L'image (d) est utilisée. Dans le cas d'un mouvement important du matériau en feuille, le coin pointu e est de 8° à 12°, l'angle de dépouille est de 25° à 30° et la longue rainure f est également utilisée pour empêcher le rotation du boulon.
Un autre exemple est celui du pliage de pièces polygonales asymétriques, si la matrice de pliage illustrée dans la figure suivante (a) est utilisée pour le pliage lorsque le poinçon est enfoncé, le point B entre en premier en contact avec le matériau, ce qui est provoqué par une force inégale sur le flan.Le décalage, puis le contact du point C provoquent la courbure du flan par pression bidirectionnelle.Lorsque le poinçon continue de tomber, parce que le point B est affecté par la résistance de frottement des points A et C, le matériau au coin B sera fortement étiré et se brisera, de sorte que la précision dimensionnelle de la pièce ne peut pas être garantie.Si la méthode de pliage illustrée dans la figure (b) suivante est adoptée, c'est-à-dire que les parties actives des moules convexes et concaves sont inclinées, les défauts mentionnés ci-dessus peuvent être surmontés.En effet, le point de force matérielle B est situé sur la ligne médiane verticale et le point de centre de pression D divise exactement AC (c'est-à-dire AD = DC).Par conséquent, lorsque le poinçon est enfoncé, les forces sur les points A et C sont uniformes et égales, ce qui empêche le déplacement de l'ébauche et, en même temps, l'état étiré du matériau au coin B est modifié, garantissant ainsi le qualité de la pièce.

Méthode de pliage de pièces pliées polygonales asymétriques
⒋Il est nécessaire d'analyser soigneusement les exigences de matériau de traitement et de qualité de surface des pièces pliées.Pour les métaux non ferreux ayant des exigences élevées en matière de qualité de surface et vulnérables aux dommages, afin de garantir la qualité des pièces et la durée de vie du moule, la méthode de traitement appropriée doit être déterminée et la structure du moule correspondante doit être conçue.Généralement, la structure de moule disponible est la suivante.
La figure suivante (a) représente la structure du moule avec des rouleaux ajoutés au moule concave pour réduire la friction et protéger la surface incurvée ;la figure suivante (b) est la structure du moule avec uniquement des rouleaux ;la figure suivante (c).

Structure de matrice de pliage pour protéger la surface incurvée
Il s'agit d'une matrice de pliage avec un levier.Comme la friction est éliminée, cela contribue à protéger la surface incurvée.Il peut être utilisé pour plier des pièces avec ou sans brides.
Lors du pliage de plaques épaisses et dures, la matrice de pliage doit adopter la forme d'angle oblique illustrée sur la figure (a).L'embouchure concave de la matrice est inclinée d'environ 30° et l'écart entre la matrice et la matrice convexe est de 3 t, puis le coin arrondi et le plan droit présentent une transition en douceur, où : rd=(0,5~2)t, rd2=( 2~4)t.Si nécessaire, la partie de transition du moule peut également être transformée en formes géométriques telles qu'une parabole qui sont faciles à glisser dans la cavité, de sorte que la résistance à l'écoulement du matériau soit faible, l'écoulement soit stable et la zone de contact avec la cavité soit augmentée. , et la contrainte de compression de la cavité est réduite.Les coins arrondis de la matrice ne sont pas sujets à l'agglomération et aucune contrainte n'est formée sur la pièce, ce qui améliore la qualité de formage de la pièce pliée et la durée de vie de la matrice.Pour le pliage de métaux non ferreux épais, afin d'empêcher la pièce à usiner et la bouche de la matrice de meuler les rainures pendant le pliage et de provoquer la déviation de la plaque, les matrices à rouleaux illustrées sur la figure (b) peuvent être utilisées pour le pliage.Lors du travail, une fois que l'ébauche de la pièce est positionnée entre les broches de positionnement, le poinçon descend et l'ébauche est pliée en douceur jusqu'au bloc inférieur entre les rouleaux.La profondeur du moule concave est de ((8~12)t et un écart négatif (0,9~0,95)t peut être utilisé. Méthode d'impact important pour réduire le rebond.

Matrice de pliage pour protéger le pliage des tôles épaisses
Pour le pliage du métal, afin d'empêcher la pièce à usiner et l'embouchure de la matrice de meuler des rainures pendant le pliage et de provoquer la déviation du matériau en feuille, les matrices à rouleaux illustrées sur la figure (b) peuvent être utilisées pour le pliage.Lors du travail, une fois que l'ébauche de la pièce est positionnée entre les broches de positionnement, le poinçon descend et l'ébauche est pliée en douceur jusqu'au bloc inférieur entre les rouleaux.La profondeur du moule concave est de ((8~12)t et l'écart négatif (0,9~0,95)t peut être utilisé. Méthode d'impact important pour réduire le rebond.
En outre, pour le traitement de pliage des métaux non ferreux, les coins arrondis de la matrice doivent être maintenus lisses et propres à tout moment et traités thermiquement à 58-62HRC.Pour le traitement de pliage de l'acier inoxydable, la partie active de la matrice est mieux conçue comme une structure d'insert et est en bronze d'aluminium.

Pliage de métaux non ferreux
⒌Pour les pièces pliées en forme de V, en forme de U, en forme de Z et autres pièces pliées avec des formes simples, plusieurs variétés et de petits lots de production qui apparaissent en production, afin de raccourcir le cycle de fabrication du moule et de réduire les coûts de fabrication du produit, les moules de pliage généraux peuvent généralement être utilisé pour terminer le traitement des pièces.
⒍La structure générale de la matrice de pliage pour le pliage des pièces en forme de V et de U est utilisée sur la presse.La caractéristique de ce type de moule est que les deux moules concaves 7 peuvent être associés pour former quatre angles, et ils peuvent être associés à quatre types de moules convexes avec des angles différents pour plier des pièces en forme de V et de U avec des angles différents.
Lors du travail, le flan est positionné par la plaque de positionnement 4, et la plaque de positionnement peut être ajustée d'avant en arrière et de gauche à droite en fonction de la taille du flan.Le moule concave 7 est installé dans la base du moule 1 et fixé par des vis 8. Le moule concave et le gabarit sont transformés en un ajustement de transition H7/m6, pour garantir la qualité de pliage et la précision de la pièce.Une fois la pièce pliée, elle peut être éjectée par la tige d'éjection ⒉ à travers le tampon pour empêcher la surface inférieure de la pièce de se plier.
La figure ci-dessous montre la structure générale de la matrice de pliage pour plier des pièces en forme de U.
Les parties travaillantes de l'ensemble des moules adoptent une structure mobile pour s'adapter au traitement de pièces de différentes largeurs, différentes épaisseurs et différentes formes (U, plusieurs formes).Une paire de moules concaves mobiles 14 sont installés dans le manchon de moule 12, et la largeur de travail des deux moules concaves peut être ajustée à une taille appropriée en ajustant le boulon 8 en fonction de la largeur des différentes parties courbées.Une paire de blocs d'éjection 13 sont toujours proches de la matrice concave sous l'action du ressort 11 et jouent le rôle de pression et d'éjection du matériau à travers la plaque d'appui 10 et la tige d'éjection 9. Une paire de poinçons principaux 3 est installée dans un poignée de moule spéciale 1, et la largeur de travail des poinçons peut être ajustée par les boulons 2.

Lors du pliage de pièces, un poinçon secondaire 7 est également nécessaire, et la hauteur du poinçon secondaire peut être ajustée par les boulons 4, 6 et le bloc supérieur incliné 5. Lors du pliage de la pièce en forme de U, elle peut être ajustée à la position la plus élevée. .
Le traitement de pliage sur presse avec une matrice de pliage est la forme la plus importante du traitement de pliage.Le traitement doit être effectué en stricte conformité avec les règles de l'opération d'estampage afin d'éviter toute mauvaise opération.Pour terminer le processus de pliage des pièces, l'installation et le réglage de la matrice de pliage doivent être effectués en premier.
⒈La méthode d'installation des matrices de pliage La méthode d'installation de la matrice de pliage est divisée en deux types : la matrice de pliage non guidée et la matrice de pliage guidée.La méthode d'installation est la même que celle de la matrice de poinçonnage.L'installation de la matrice de pliage est la même que celle de l'espace entre les matrices convexes et concaves.En plus du réglage du dispositif de réglage, du dispositif de déchargement, etc., les deux matrices de pliage doivent également terminer le réglage des positions supérieure et inférieure de la matrice de pliage supérieure sur la presse en même temps.Généralement, elle peut être réalisée selon les méthodes suivantes.

Matrice de pliage universelle adaptée aux pièces en forme de U et de forme carrée
Tout d'abord, lors du pliage de la matrice supérieure, un réglage grossier doit être effectué sur le curseur de la presse, puis un joint ou un échantillon légèrement plus épais que l'ébauche doit être placé entre le plan inférieur du poinçon supérieur et la plaque de déchargement de la matrice inférieure. mourir, puis utiliser le lien de réglage. La méthode de longueur consiste à tirer le volant ou le jogging à la main encore et encore jusqu'à ce que le curseur puisse passer normalement par le point mort bas sans blocage ni arrêt.De cette façon, le volant peut être tiré pendant plusieurs semaines pour finalement fixer la matrice inférieure pour un essai de poinçonnage.Avant l'essai de poinçonnage, les joints placés dans le moule doivent être retirés.Une fois le test de poinçonnage qualifié, les pièces de fixation peuvent être resserrées et vérifiées à nouveau avant de pouvoir être officiellement mises en production.
⒉Les points de réglage de la matrice de pliage Lorsque la matrice de pliage est utilisée pour le traitement, pour garantir la qualité de la pièce à plier, la matrice de pliage doit être soigneusement ajustée.L'ajustement et les précautions comprennent principalement les aspects suivants.
●Réglage de l'écart entre les moules convexes et concaves.D'une manière générale, une fois que les positions supérieure et inférieure de la matrice de pliage supérieure sur la presse ont été déterminées selon la méthode d'installation de la matrice de pliage ci-dessus, l'écart entre les matrices de pliage supérieure et inférieure est également garanti en même temps.La position relative sur la presse est entièrement déterminée par les pièces de guidage, de sorte que le jeu latéral des moules supérieur et inférieur est également garanti ;pour le moule de pliage sans dispositif de guidage, le jeu latéral des moules supérieur et inférieur peut être amorti. Utilisez du carton ou des échantillons standards pour ajuster.Ce n'est qu'une fois l'ajustement de l'écart terminé que le gabarit inférieur peut être fixé et testé.
●Réglage du dispositif de positionnement.La forme de positionnement des pièces de positionnement de la matrice de pliage doit être cohérente avec le flan.Lors du réglage, la fiabilité et la stabilité de son positionnement doivent être pleinement garanties.À l'aide de la matrice de pliage du bloc de positionnement et du clou de positionnement, si la position et le positionnement s'avèrent inexacts après un essai de poinçonnage, la position de positionnement doit être ajustée à temps ou les pièces de positionnement doivent être remplacées.
●Réglage des dispositifs de déchargement et de retour.Le système de décharge de la matrice de pliage doit être suffisamment grand et le ressort ou le caoutchouc utilisé pour la décharge doit avoir une élasticité suffisante ;l'éjecteur et le système de décharge doivent être ajustés pour être flexibles en action, et les parties du produit peuvent être déchargées en douceur, et il ne devrait y avoir aucun bourrage ni phénomène astringent.La force du système de déchargement sur le produit doit être ajustée et équilibrée pour garantir que la surface du produit après le déchargement est lisse et ne provoquera pas de déformation ni de gauchissement.
⒊Précautions pour le réglage de la matrice de pliage Lors du réglage de la matrice de pliage, si la position de la matrice supérieure est abaissée ou si vous oubliez de nettoyer le joint et les autres débris de la matrice, la matrice supérieure et la matrice inférieure seront sous la course. pendant le processus d’estampage.Un impact violent au point mort peut endommager le moule ou le poinçon dans les cas graves.Par conséquent, s'il y a des pièces pliées prêtes à l'emploi sur le site de production, l'éprouvette peut être directement placée sur la position de travail du moule pour l'installation et l'ajustement du moule, afin d'éviter les accidents.
Les principaux facteurs affectant la qualité des pièces pliées à la presse sont le retour élastique, le décalage, la fracture et les modifications de la section transversale de la zone déformée.Les mesures et méthodes adoptées comprennent principalement les aspects suivants.
⒈Facteurs influençant la valeur de rebond et méthodes de prévention Le processus de formage de la pièce pliée passe par deux étapes depuis la déformation élastique du matériau jusqu'à la déformation plastique.Par conséquent, après la déformation plastique du métal, une déformation élastique est inévitable, ce qui entraîne un retour élastique et une tendance à plier la direction de l'avant, de sorte que l'angle et le rayon de congé de la pièce après pliage, l'angle de courbure et le rayon de congé de la pièce et la matrice ont une certaine différence, c'est-à-dire le retour élastique en flexion.Selon les facteurs provoqués par le retour élastique en flexion, les mesures suivantes peuvent être prises.
●Prendre des mesures lors de la sélection des matériaux.L'angle de rebond du rebond en flexion est proportionnel à la limite d'élasticité du matériau et inversement proportionnel au module élastique E. Par conséquent, dans le but de répondre aux exigences d'utilisation des pièces en flexion, des matériaux avec un module élastique E élevé et une faible limite d'élasticité doit être choisie autant que possible pour réduire le retour élastique lors de la flexion.En outre, selon les expériences, lorsque le rayon de courbure relatif r/t est compris entre 1 et 1,5, l'angle de rebond est le plus petit.
●Améliorer la conception structurelle des pièces pliées.Dans le but de ne pas affecter l'utilisation des pièces courbées, certaines structures peuvent être améliorées dans la conception des pièces courbées, et la rigidité des pièces courbées peut être améliorée pour réduire le retour élastique.Par exemple, des nervures de renfort peuvent être placées dans la zone de déformation par flexion, comme le montrent les figures (a) et (b).), ou adopter une structure d'aile latérale en forme de U, comme le montre la figure (c), en augmentant le moment d'inertie de section de la partie pliée, réduisant ainsi le retour élastique de flexion.

Structure courbée pour réduire le retour élastique
● Compensation de rebond.Pour les matériaux présentant un rebond élastique important, le poinçon et la plaque supérieure peuvent être conçus pour compenser le rebond des surfaces convexes et concaves, de sorte que le bas de la partie pliée se plie.Lorsque la partie pliée est retirée du moule concave, la partie incurvée rebondit et s'étire.Droit, de sorte que les deux côtés produisent une déformation vers l’intérieur, compensant ainsi le rebond vers l’extérieur des coins arrondis, comme le montre la figure.

Compensation du retour élastique
Pour les matériaux plus durs, la forme et la taille de la partie active du moule peuvent être corrigées en fonction de la valeur de rebond.
●Effectuez un pliage correctif au lieu d'un pliage libre ou ajoutez des procédures correctives.La figure suivante montre la structure du moule dans laquelle les coins du poinçon de pliage sont transformés en une forme partiellement saillante pour corriger la zone de déformation par pliage.Le principe du contrôle de la résilience à la flexion est le suivant : lorsque la déformation par flexion est terminée, la force du poinçon sera concentrée sur la zone de déformation par flexion, forçant le métal intérieur à être pressé pour produire une déformation par allongement, et la résilience à la flexion sera réduite après le déchargement.On pense généralement qu'un meilleur effet peut être obtenu lorsque la compression corrective du métal dans la zone de déformation par flexion est de 2 % à 5 % de l'épaisseur de la plaque.

Méthode de correction de la structure du moule
⒉Les principales raisons de la déviation et les mesures préventives sont les principales raisons de la déviation de la partie pliée.L'un d'entre eux est le positionnement incorrect du flan dans la matrice ou le placement instable, de sorte que la force et la surface du flan ne sont pas verticales, ce qui entraîne une composante horizontale de la force.La seconde est que lorsque l'ébauche se déplace le long du bord de la matrice pendant le processus de pliage, en raison de l'asymétrie de la pièce, la résistance de friction de chaque côté n'est pas - de sorte que l'ébauche se déplace toujours vers le côté ayant la plus grande résistance, donc que le côté avec la plus petite résistance est très grand.Facile à insérer dans la matrice.L'ampleur du décalage est principalement liée à des facteurs tels que le rayon du congé de matrice, l'espacement du moule, les conditions de glissement, etc., en particulier pour les pièces asymétriquement incurvées, le phénomène de décalage est plus grave.Pour surmonter la déviation de la pièce lors du processus de pliage, les méthodes suivantes peuvent être utilisées.
●Appuyez fermement sur la feuille.Le dispositif de découpage est utilisé pour plier et façonner progressivement le flan dans un état compacté, afin d'empêcher le flan de glisser et d'obtenir une pièce plate, comme le montrent les figures (a) et (b).

● Choisissez un formulaire de positionnement fiable.Utilisez le trou sur le flan ou le trou du processus de conception, insérez la goupille de positionnement dans le trou, puis pliez-le de manière à ce que le flan ne puisse pas bouger, comme indiqué sur la figure (c).
●Faites en sorte que la force de la billette soit uniforme et symétrique.Lors du pliage de pièces de forme asymétrique, il arrive souvent que les ébauches bougent en raison de forces inégales.Pour garantir une force uniforme sur la pièce lors du pliage, la forme asymétrique peut être combinée en une forme asymétrique, qui est ensuite découpée après le pliage, comme le montre la figure (d).
⒊ Limitez le rayon de courbure pour éviter les fissures de courbure.Étant donné que la fibre externe de la partie pliée est étirée, la déformation est la plus importante.Lorsque la valeur limite de déformation du matériau est dépassée, il est facile de se plier et de se fissurer.Cependant, la déformation en traction de la fibre externe de la pièce est principalement déterminée par le rayon de courbure critique qui provoque la fissuration du matériau.Le rayon de courbure minimum est lié à des facteurs tels que les propriétés mécaniques du matériau, l'état du traitement thermique, la qualité de la surface, la taille de l'angle de courbure et la direction de la ligne de courbure.Selon les facteurs à l’origine des fissures de flexion, les principales mesures pouvant être prises sont les suivantes.
●Choisissez des matériaux avec une bonne qualité de surface et aucun défaut comme ébauche.Les flans défectueux doivent être nettoyés avant le pliage.Pour éviter les fissures de flexion, les grosses bavures sur la feuille doivent être éliminées et les petites bavures doivent être placées sur la face intérieure du congé incurvé.
●Prendre des mesures à partir de l'engin.Pour les matériaux relativement fragiles, les matériaux épais et les matériaux durcis par travail à froid, le chauffage et le pliage sont utilisés, ou le recuit est utilisé pour augmenter la plasticité du matériau avant le pliage.
●Contrôlez la valeur de l'angle de courbure intérieur.Dans des circonstances normales, l'angle de courbure intérieur ne doit pas être inférieur au rayon de courbure minimum autorisé dans la conception, sinon la déformation de la couche externe de métal pendant le pliage peut facilement dépasser la limite de déformation et se briser.Si le rayon de courbure de la pièce est inférieur à la valeur admissible, elle doit être pliée deux fois ou plus, c'est-à-dire d'abord pliée dans un rayon de congé plus grand, après un recuit intermédiaire, puis pliée au rayon de courbure requis par le processus de correction, afin qu'il puisse agrandir la zone de déformation et réduire l'allongement du matériau de la couche externe.
●Contrôlez la direction de pliage.Lors du traitement de pliage et de la disposition des pièces, la ligne de pliage et le sens de laminage de la tôle sont spécifiés dans le processus suivant.Pour le pliage unidirectionnel en forme de V, la ligne de pliage doit être perpendiculaire à la direction de laminage.Pour le pliage bidirectionnel, la ligne de pliage doit de préférence être à 45° par rapport au sens de laminage, comme indiqué sur la figure.

Contrôle de la direction de pliage
●Améliorer la fabricabilité de la structure du produit.Choisissez un rayon de congé raisonnable.Pour les petits congés de courbure et les matériaux épais, des incisions et des rainures peuvent être ajoutées aux pièces de courbure locales pour éviter toute forme géométrique pouvant provoquer une concentration de contraintes à l'extérieur de la zone de courbure, comme des coins dégagés, des encoches, etc. pour éviter les racines. rupture.Comme le montre la figure (a), incisez le côté intérieur du coin de la partie incurvée avec un petit rayon de congé pour garantir qu'aucune fissure ne se produira dans la partie incurvée avec un petit rayon de congé.L'angle dégagé de la fissure est déplacé hors de la zone de flexion.Il est recommandé de déplacer la distance b≥r pour garantir qu'aucune fissure ne se produise lors du pliage.

Améliorer la fabricabilité de la structure du produit
●Évitez le pliage à chaud dans la zone fragile bleue et la zone cassante à chaud.Lorsque vous utilisez le processus de pliage à chaud, lors de la sélection de la température de pressage à chaud, évitez de plier dans la zone cassante bleue et la zone cassante à chaud.En effet : dans certaines plages de température du processus de chauffage, la fragilité se produit souvent en raison de la précipitation ou du changement de phase de la phase en excès, ce qui réduit la plasticité du métal et augmente la résistance à la déformation, comme lorsque l'acier au carbone est chauffé entre 200 et 400 ℃ car l'effet de vieillissement réduit la plasticité et augmente la résistance à la déformation.Cette plage de température est appelée la zone fragile bleue.À ce stade, les performances de l’acier se détériorent, la fracture est facilement fragile et la fracture est bleue.Dans la plage de 800 à 950°C, la plasticité diminuera à nouveau et une rupture se produira également lors du pliage.Cette température est appelée zone chaude et fragile.
⒋Modifiez la taille et la structure de la partie active du moule pour supprimer la déflexion.Pour éviter la flexion et la déformation de la partie pliée dans le sens de la largeur, la déformation f mesurée à l'avance peut être ajoutée à la structure du moule.Cela peut éviter la déflexion et la distorsion dues à l'influence de la contrainte et de la déformation dans le sens de la largeur après la formation de la pièce.

 Français
Français Pусский
Pусский






















